|

一、主要技术参数及性能特点:
1、钻孔主轴数 2个
2、工作压力 0.4~0.6Mpa
3、主轴转速 4000~5000RPM
4、主轴中心距 150mm
5、工作方式 自动
6、控制方式 PLC+触摸屏控制
7、故障报警及显示功能、计数功能
8、外形尺寸(mm)1400×1450×1300(供参考)
二、机床精度:
1、动力头水平移动平直度 0.025mm/400mm
2、分度机构及回转台纵向移动平直度 0.025mm/400mm
3、料夹轴和动力头主轴同轴度 0.05mm
4、动力头主轴端跳动 0.015mm
5、动力头主轴端径向跳动 0.015mm
6、夹料轴回转径向跳动 0.025mm
7、进给轴、偏移轴显示精度 0.01mm
8、偏角及分度显示精度 0.01°
9、进给轴重复定位精度 ±0.05mm
10、分度轴重复定位精度 ±0.05°
三、结构组成:
该设备主要由自动上料机构、夹紧机构、手轮定位机构、切削动力机构、切削进给机构、排屑机构、卸料机构、电控部分、机架等部分机构组成。
|
结构名称 |
结构功能 |
|
自动上料机构 |
由震盘和料道及入料气缸,把料送到工作台夹紧机构上 |
|
分度夹紧机构 |
由分度电机及夹紧机构等组成 |
|
移位机构 ( 偏移轴 ) |
由回转台、偏移手轮、滑轨、伺服电机组成 |
|
切削动力机构 |
由电机、精密主轴头组成,变频调速 |
|
切削进给机构 |
由伺服电机、传动机构、滑轨组成 |
|
排屑机构 |
气缸、排屑槽 |
|
卸料机构 |
气缸、卸料杆等组成 |
|
电控部分 |
PLC 控制,触摸屏操作界面 |
|
机架 |
型钢及钢板焊接,焊接退火 |
四、工作过程:
1、按启动按钮2、震盘启动工作
3、自动上料,工件送到夹紧机构
4、夹紧工件
5、主轴启动, 偏移轴移至第一钻孔工位
6、主轴块进到位后工进预切削
7、预切削到位,快退到起切削点
8、夹座自动旋转分度到下个钻孔位置,主轴进给钻孔
9、钻完所需的孔数,主轴快退到起切削点
10、偏移轴移位 (重复8至9)
11、完成设定的钻孔数值后,主轴快退到座标原点
12、松开夹头卸料。完成一个产品的加工。
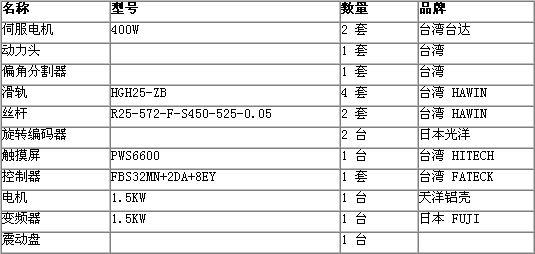
五、主要元器件配置清单:
联系人:王向阳 业务QQ:741862835
电话:0757-83658189 / 18902894128 E-mail:fsftjx@163.com
点击查看:工商资质信息(请以该公司全称:佛山市伏特机械设备有限公司 查询) |
